[VIP第1年] 指数:3
[VIP第1年] 指数:3
表四:1/8硬、1/4硬、1/2硬和全硬材料的拉伸试验值调质区分符号抗拉强度/MPa伸长率/%**小试样1/8硬8290~410255号试样轧制方向1/4硬4370~490101/2硬2440~590—硬1≥550—表五:1/8硬,国内质量好的硬度机规格、1/4硬、1/2硬和全硬状态材料的硬度值调质区分符号HRBHV1/8硬1/4硬8450~7165~8095~130115~1501/2硬硬2174~89≥85135~185≥170注:HRB和HV,*用其中之一。英国标准BS1449/《厚板、薄板和钢带***部分:碳素钢和碳锰钢厚板、薄板和钢带——具有成形性能的冷轧窄钢带技术条件》对冷轧薄板分级为CS1(铝***稳定化超深冲)、CS2(超深冲)、CS3(深冲)、CS4(冲压或成形)、CS14(折边)、CS15(商品级)。这项标准的力学性能要求如表六所示:表六:钢材交货时的力学性能轧制状态和级别退火(A)或平整冷轧(SP)状态硬度HV1)2)***屈服强度Re1)/MPa**小抗拉强度Rm1)/MPa**小伸长率A1)/%**小弯心直径1)(180o弯曲)原始标距LO50mm80mmCS1A(36)0aSP(34)0aCS2A(34)0aSP(34)0aCS3A100(140)(280)(34)(32)0aSP110(140)(280)(34)(32)0aCS4A105(140)(280)——0aSP115(140)(280)——0a注:1)窄钢带交货应符合,或者硬度和弯曲试验,或者拉伸和弯曲试验,国内质量好的硬度机规格。加载前要检查加载手柄是否放在卸载位,国内质量好的硬度机规格,加载时动作要轻稳,不要用力太猛。国内质量好的硬度机规格
或回火温度325~375℃,回火次数2~3次。CR12MOV模具钢材加工工艺编辑冷挤压摸⽑坯软化规范:使⽤⽣铁屑保护加热,温度760~780°C,时间10h,炉冷,硬度l96HBW,可顺利实现冷挤压成形普通等温球化退⽕规范:850~870℃×3~4h,随炉冷却到740~760℃×4~5h等温,出炉空冷硬度≤241HBW,共晶碳化物等级≤3级好等温温度740~76o°C,时间≥4~5h球化退⽕规范(860±1ü)°C×2~4h,以30°C/h冷速炉冷,(740±10)°cx4-6h,随炉缓慢冷却到500~600°C,出炉空冷.硬度207~255HBW。普通淬⽕、回⽕规范淬⽕温度1000~1050°c,油淬或⽓淬,硬度260HRC;回⽕温度160~180,回⽕时间2h,或回⽕温度325~375°C,回⽕2~3次CR12MOV模具钢材典型应⽤举例编辑1)该钢可⽤于制作材料厚度>3mm的冲裁模具复杂形状的凸摸、凹摸、镶块.制作凸摸时建议硬度58~62HRC,制作凹模时建议硬度60~64HRC。2)⽤于制作冲裁模具中要求⾼耐磨的凸模、凹摸。制作凸模时建议硬度为60~62HRC,制作凹模时建议硬度为62~64HRC。3)⽤于制作拉深模中要求⾼耐的凹模,建议硬度为62~)⽤于制作弯曲模中要求⾼耐磨、形状复杂的凸模、凹模及镶块。制作凸模时建议硬度60~64HRC,制作凹模时议硬度60~64HRC5)⽤于制作铝件冷挤压摸的凸模、凹模。布洛维硬度机设备硬度计是一种硬度测试仪器。
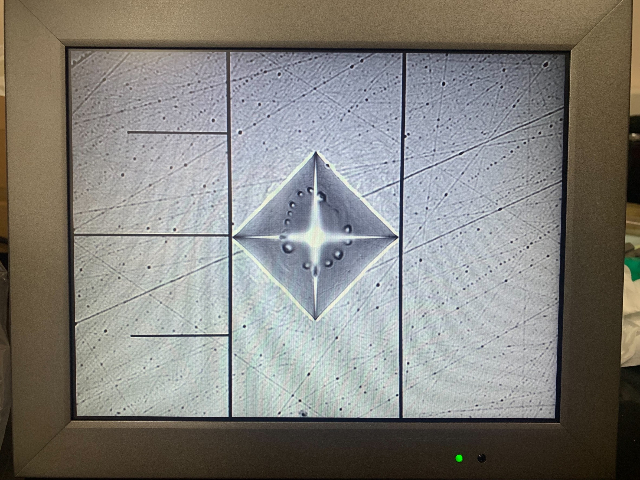
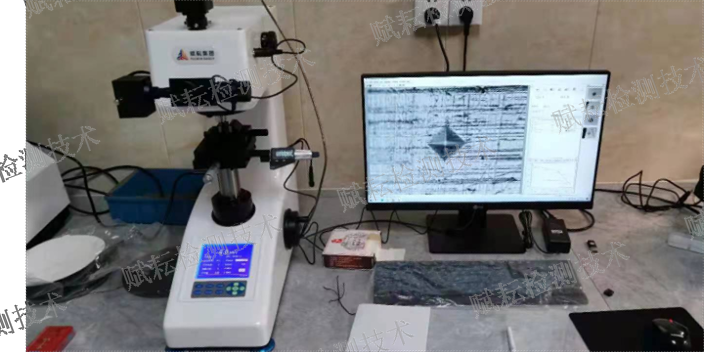
600x的放大倍数是最常见的。6布氏硬度(HB)以1-3000kgf的试验力,将直径分别为1,,5或10mm的硬质合金球或碳化钢球压入被测材料表面。相对大的压痕则应用显微镜或USB摄像头来进行视频观测及测量。7里氏硬度(HL)(回弹方式)便携式硬度测试。它是用一定质量的装有碳化钨球头的冲击体,在一定弹簧弹力的作用下冲击试件表面,这种冲击力使被测材料表面产生了塑性变形,形成了一个压痕,随之冲击体失去了原有的速度(或能量)。因此,被测材料越柔软,冲击体在回弹过程中失去的速度就越多。里氏硬度可以应用于多种零件,需要遵守的测试要求也很少。8超声波硬度测试(UCI)便携式硬度测试。一个维氏形状的金刚石压头固定在一个震荡棒上,以一定的力值加于被测材料表面,然后根据超音波振动,分析它的阻尼效应,从而测量材料的硬度值。超声波硬度测试多用于较小,较薄而无法用回弹硬度试验仪所测试的零件。9邵氏硬度(SHORE)便携式(橡胶/塑料制品)硬度测试。邵氏硬度是用具有一定形状的钢制压针,在试验力作用下垂直压入试样表面﹐当压足表面与试样表面完全贴合时﹐压针前列面相对压足平面有一定的伸出长度(即压针扎进被测物的深度),以该长度值的大小来表示邵氏硬度的大小。
冷轧板,也称作冷轧钢板、冷轧薄板、冷板。包括不锈钢板、弹簧钢板、硅钢片、镀锌板、镀锡板、镀铝板等。冷轧板主要用于零件的冲压加工,而冷轧板的力学性能十分重要,它直接关系到板材的冲压性能。冷轧板是以不同的热处理状态分级的,不同硬度的材料,用于不同的加工方法。国家标准GB/T13237-1991《优质碳素结构钢冷轧薄钢板和钢带》将冷轧薄板大致分为三级,P级用于普通冲压,S级用于深度冲压,Z级用于**深度冲压。中国冶金标准YB/T5059-1993《低碳钢冷轧钢带》将冷轧板带按硬度分为五级,即:TR(特软)、R(软)、BR(半软)、DY(低硬)和Y(冷硬)。其实通过一定的冷轧变形程度和冷轧后热处理程度的适当配合,可以在更***的范围内满足用户关于材料力学性能方面的要求。冷轧板根据用户加工上的要求还可以分成更多的级别。例如:日本工业标准JISG3141-1996《冷轧碳素钢钢板和钢带》的分类除分为一般用(spcc)、冲压用(spcd)和深冲压用(spce)三类外,还细分为退火、标准调质、1/8硬、1/4硬、1/2硬、全硬等级别。在冷轧板力学性能的检测方面,一些标准只规定了拉伸试验,另一些标准除拉伸试验外还规定了硬度试验。中国标准GB/T13237-1991就只规定了冷轧板的拉伸试验。里氏硬度(Dietmar Leeb)里氏硬度是根据***的里氏硬度测试原理利用先进技术的微处理器技术设计而成。
否则应将吊环挂于重点刀刃上,校直吊架吊杆;(5)主轴与试台平台垂直度,主轴轴线与升降丝杆轴线同轴度超差,应分析视其情况进行主轴与试台平台垂直度、主轴轴线与升降丝杆轴线同轴度的调整。4、硬度计反复加卸载荷造成这种故障的原因及排除方法:(1)按键开关顶杆过长,转向开关A、B触点与A1、B1触点不能脱开,应调节顶杆长度并固定之;(2)换向开关安装位置不当,活动挡板不能触动换向开关上的销子,造成换向开关不换向,应调整换向开关的安装位置。5、硬度计载荷全部加上时停机此种故障原因为换向开关接触点有烧伤、烧蚀现象,造成接触点接触不良,应对接触点加以清理打磨或更换新的换向开关。6、按键开关按下,硬度计不动作,但有嗡嗡的电流声此种故障原因为电机缺相,应检查电源是否正常,电源插头是否插好,电缆线是否有断路,电源开关是否完好,电机接线是否接牢,电机线圈是否烧坏一组以及换向开关触点接触是否良好等,应视其情况分别予以排除。邵氏硬度计本硬度计(橡胶硬度计)能快速测定塑料、橡胶、合成树脂等的邵氏硬度。一体式硬度机设备
一般规定标准块自标定日起一年内有效。国内质量好的硬度机规格
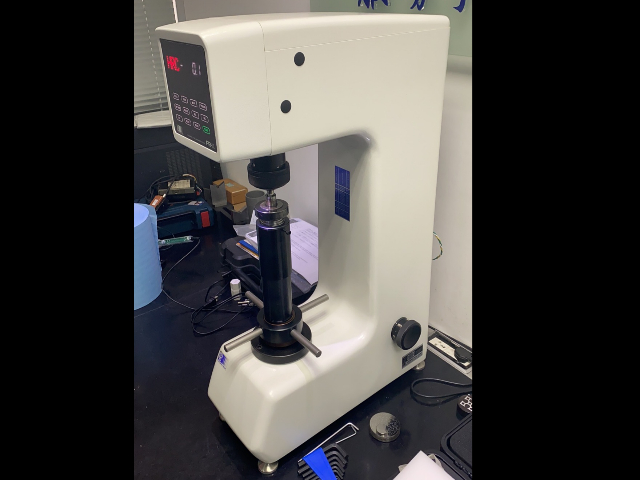
什么是洛氏硬度(HRCHRBHRA)洛氏硬度计洛氏硬度计(台式硬度计)为在规定条件下,将压头(金刚石圆锥、钢球或硬质合金球)分2个步骤压入试样表面。卸除主试验力后,在初试验力下测量压痕残余深度h。以压痕残余深度h**硬度的高低。洛氏硬度试验机采用洛氏(ROCKWELL)测量原理,用于碳钢、合金钢、铸铁、有色金属及工程塑料等材料的硬度检测,具有测试精度高,测量范围宽,主试验力自动加卸载,测量结果数字显示并自动打印或与外部计算机通讯等特点。可广泛应用于计量、机械制造、冶金、化工、建材等行业的检测、科研与生产。洛氏硬度计原理在规定条件下,将压头(金刚石圆锥、钢球或硬质合金球)分2个步骤压入试样表面。卸除主试验力后,在初试验力下测量压痕残余深度h。以压痕残余深度h**硬度的高低。洛氏硬度试验原理如图2-1所示。1—在初始试验力F0下的压入深度;2—在总试验力F0+F1下的压入深度;3—去除主试验力F1后的弹性回复深度;4—残余压入深度h;5—试样表面;6—测量基准面;7—压头位置图2-1洛氏硬度试验原理图洛氏硬度值按下式计算:N-常数,对于A、C、D、N、T标尺,N=100;其他标尺,N=130;h-残余压痕深度,mm;S-常数,对于洛氏硬度,S=。国内质量好的硬度机规格
上海尚材试验机有限公司是专业生产各种类型金属、非金属材料硬度计的公司,是ISO9001-2015国际质量体系认证企业,是上海市****,是全国钢标准化技术委员会力学分会委员单位之一,并参与了洛氏、布氏和维氏硬度试验国家标准的修编。公司主要开发布氏、洛氏、显微、维氏硬度计,共有30多个品种,产品质量稳定、功能完善,****各地并出口欧美、中东、亚洲、非洲、澳洲等国际市场,深受国内外商客青睐。
公司拥有十数年稳定研发团队,业内专业顾问团队。20亩生产基地,5栋标准工业厂房,坐拥长三角地理优势,坚持5S管理多年。拥有完备的机加工车间,CNC、数控机床等各类加工设备逾50台,专业技术工人近80人,制造时间和品质掌控在手。公司高度关注“技术创新、市场营销、生产管理、企业文化”四大领域,将不断推行“标准化、科学化、精细化”的现代管理方式,目标将自身打造成“高品位、高效率、高质量、优服务”的现代先进制造企业。
在“中国制造2025”强国战略**下,我们立志为自己在世界硬度计行业占据一席之地尽全部力量;为振兴中国民营制造业,诠释“MADE IN CHINA”新概念尽到自己绵薄之力!
文章来源地址: http://yiqiyibiao.chanpin818.com/shiyanji/yingduji/deta_7983348.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。