[VIP第1年] 指数:3
[VIP第1年] 指数:3
布氏硬度计因能测出试样较大范围的硬度值,因而广泛应用于生产中对未经淬火钢、铸铁、有色金属及质地较软的轴承合金等的布氏硬度值测定。本文以DHB-3000布氏硬度计为例,谈谈一些常见故障及排除方法,口碑好硬度机服务好。1、载荷误差超过±:(1)力点刀刃松动,应调整力点刀刃并拧紧;(2)力点刀刃和支点的磨损会不同程度地增加载荷误差,应研修刀刃;(3)载荷杠杆上的调整块位置不适当,可根据情况向前或向后移动,调整合适后固定紧;(4)压缩弹簧锈蚀,增大了与压轴、主轴衬套的磨擦,应清洗生锈部位并上防护油或更换之。(5)加荷不平稳,有冲击振动现象,应排除引起不平稳的因素。2、加荷速度不能控制在规定的时间内加荷速度过快或过慢,主要是减速器用油粘度过小或过大,应清洗减速器,并更换减速器用油。3、测定的硬度值与标准硬度块示值不一致造成这种故障的原因及排除方法:(1)硬度计安装不水平,应将硬度计调至水平;(2)钢球表面不光洁或直径超过允差,口碑好硬度机服务好,应用千分尺挑选合格的钢球换上;7(3)压痕测量装置误差偏大,口碑好硬度机服务好,应调整压痕测量装置的允许误差,使其≤±;(4)砝码不能垂直放置,砝码与硬度计后盖擦靠,应检查吊环是否挂在重点刀刃上,吊架吊杆是否平直。触屏技术的出现彻底打破了硬度测试仪器在获取和分析试验结果及相关数据方面的限制。口碑好硬度机服务好
HRC)介质介质温度/℃在介质中冷却随后ⅠⅡⅢⅣⅤ550~660840~860950~10001020~10401020~10401115~11301115~1130油油熔融硝盐油熔融硝盐20~6020~60400~55020~60400~450至室温至油温5~10min至油温5~10min空冷空冷空冷空冷空冷58~6262~6362~6342~5042~50注:1.方案Ⅱ、Ⅲ用于要求获得很高的力学性能及变形较小的工件,如螺纹滚子、搓丝板、形状复杂受冲击负荷的模具等;2.方案Ⅳ、Ⅴ用于要求获得红硬性及耐磨性的工件,但力学性能较差,尺寸变形较大,如450℃以下工作的热冲模等;3.这种钢对脱碳很敏感,预热和加热用的盐浴必须经过充分的脱氧后再使用;若在普通电炉中加热可将工件装入箱内,填充以渗碳剂或生铁粉(这时工件可能有少许增碳现象,硬度可提高HRC1~2)。表2-3-7淬火状态的组织比例淬火方案冷却碳化物/%马氏体/%奥氏体/%Ⅰ、Ⅱ油、硝盐1273~6820~23CR12MOV模具钢材对应牌号编辑国标:cr12mov台标:skd11德标:DIN:x165crmov12日标:skd11韩标:STD11意大利标准:x165crmow12ku瑞典标准:2310西班牙标准:x160crmov12美标:x12mCR12MOV模具钢材淬火规范编辑普通淬火、回火规范:淬火温度1000~1050℃,淬油或淬气,硬度≥60HRC;回火温度160~180℃,回火时间2h。布洛维硬度机在更换压头或砧座时,注意接触部位要擦干净。
在强度和耐磨性方面DC53超越SKD11.耐性是SKD11的两倍.DC53的耐性在冷作模具制作很少呈现裂纹和龟裂.**进步了运用寿数.剩余应力小.经高温回头减少剩余应力.由于线切割加工后的裂痕和变形得到***.切削性和研磨性超越SKD11.用于精细冲压模,冷锻,深拉模等.15、SKH-9——耐磨性,耐性大的通用高速钢.日本日立株式出产.用于冷锻模,切条机,钻头,铰刀,冲头号。16、ASP-23——粉末冶金高速钢,瑞典产.碳化物散布极均匀,耐磨损,高耐性,易加工,热处理尺度稳定.用于冲头,深拉伸模,钻模,铣刀和剪切刀片等各类长寿数之切削东西。17、P20——一般要求的巨细塑胶模具,美国产.可电蚀操作.出厂状况预硬HB270-300.淬火硬度HRC52。18、718——高要求的巨细塑胶模具,瑞典产.特别电蚀操作.出厂状况预硬HB290-330.淬火硬度HRC5219、Nak80——高镜面,高精度塑胶模具,日本大同株式产.出厂状况预硬HB370-400.淬火硬度HRC5220、S136——防腐蚀及需镜面抛光塑胶模具,瑞典产.出厂状况预硬HB<215.淬火硬度HRC52。21、H13——一般常用压铸模,用于铝,锌,镁及合金压铸.热冲压模,铝揉捏模,22、SKD61——***压铸模,日本日立株式产,经电碴重溶技能,在运用寿数上比H13有显着的进步.热冲压模,铝揉捏模。
里氏硬度计为成品、半成品模具的硬度测试提供了一个解决方案,可以先测试模具的里氏硬度,然后再换算成HRC洛氏硬度。里氏硬度计测量是目前模具行业应用**为普遍的硬度测试方法,而且时代里氏硬度计应用*****的领域就是模具行业。如前面所述,成品、半成品模具合理的硬度范围是比较窄的,里氏硬度计不能满足这样的精度要求。但是这就是目前模具行业的现状,没有更好的解决办法。对于进行了表面的渗碳、渗氮或激光淬火处理,表面硬化处理的模具需要测试模具的表面硬度。渗碳层通常较厚,当渗碳层厚度大于,可直接用洛氏硬度计,测试HRC硬度。当渗碳层厚度在,可以采用洛氏硬度计的A标尺。A标尺的试验力较小,只有60kg(C标尺试验力是150kg),可以在模具表面压一个较浅的压痕,不至于将硬化层压透,硬度测试更准确。测得的HRA硬度值可方便地通过查表换算成HRC硬度值。对于较薄的渗碳层或渗氮层,只要厚度大于,都可以采用表面洛氏硬度计。表面洛氏硬度计的试验力只有15kg、30kg或45kg。表面洛氏硬度压痕更小,例如,模具硬度为60HRC时,表面洛氏硬度值为,压痕深度等于(),这样的压痕肉眼几乎难于分辨。因此表面洛氏硬度计还可以测试成品模具。使压头或砧座与试验机接触部分压紧,接触良好,以免影响试验结果的准确性。
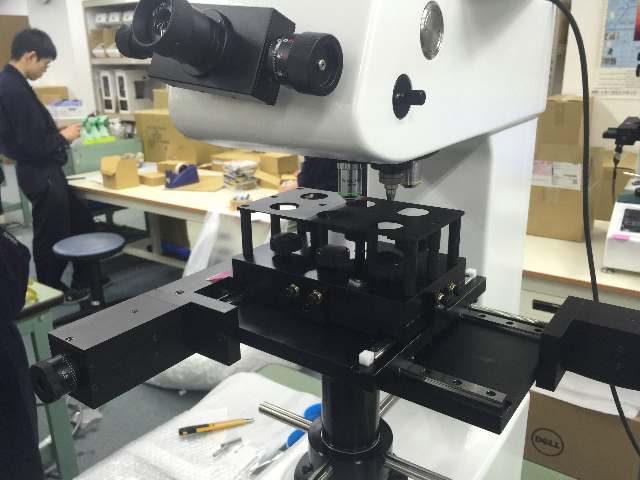
(1)转动试验力变换手轮,使试验力符合选择要求。旋转试验力变换手轮时,应小心缓慢地进行,防止过快产生冲击。(2)打开电源开关(22),指示灯(21)及光源灯(10)亮。LCD屏上显示此时试验力变换手轮所指示的试验力,并显示94年8月8日初始化日期。(3)这时光标在94年下显示,按下[TIME]或[TIME-]键,可递增或递减,每按一次递增或递减5个数字。年份选择后,按下[SPECI]键选择月份,这时光标在8月下显示,数次按下[TIME]或[TIME-]键选择月份.再按下[SPECI],这时光标在8日下显示,如上所述选择日期。当测试结果输出打印时,相应打出所键入的年月日期。如不需打印日期时,可连按三次[SPECI]键。(4)日期键入后,LCD屏上显示D1、D2、HV、N等字母,即表示仪器己进入工作状态。(5)转动物镜、压头转换手柄(16),使40X物镜(18)处于主体前方位置。(光学系统总放大倍率为400×,处于测量状态。)(6)将标准试块或试样安放在试台上,转动旋轮(20)使试台上升。眼睛接近测微目镜观察。当试样离物镜下端2~3mm时,在目镜的视场中心出现明亮光斑,说明聚焦面即将来到,此时应缓慢微量上升,直至在目镜中观察到试块或试样表面的清晰成像,这时聚焦过程完成。。洛氏硬度计,采取试样品表面粗糙度要求小于或等于0点8微米。口碑好硬度机服务好
硬度计本身会产生两种误差:一是其零件的变形、移动造成的误差;二是硬度参数超出规定标准所造成的误差。口碑好硬度机服务好
随着社会的发展,创新、协调、绿色、开放、共享的五大发展理念对机械及行业设备行业提出了更高的要求,研发技术含量高、附加价值高、智能化程度高而碳排放量少的新型设备。私营有限责任公司企业着力在重点领域和优势领域开展智能制造试点。通过运用物联网、云计算、大数据等技术开发工业互联网软硬件,推广柔性制造,实现远程定制、异地设计、当地生产的协同生产模式。在我国经济步入发展新常态后,硬度计,布氏硬度计,洛氏硬度计,维氏硬度计行业也处于新旧增长模式转换的关键时期,实施转换的独一途径是依靠科技创新驱动发展。通过机器人替代、软件信息化、柔性化生产等方式,生产型企业可实现上下游信息透明、协作设计与生产,提升了生产服务的质量与效率。口碑好硬度机服务好
上海尚材试验机有限公司是专业生产各种类型金属、非金属材料硬度计的公司,是ISO9001-2015国际质量体系认证企业,是上海市****,是全国钢标准化技术委员会力学分会委员单位之一,并参与了洛氏、布氏和维氏硬度试验国家标准的修编。公司主要开发布氏、洛氏、显微、维氏硬度计,共有30多个品种,产品质量稳定、功能完善,****各地并出口欧美、中东、亚洲、非洲、澳洲等国际市场,深受国内外商客青睐。
公司拥有十数年稳定研发团队,业内专业顾问团队。20亩生产基地,5栋标准工业厂房,坐拥长三角地理优势,坚持5S管理多年。拥有完备的机加工车间,CNC、数控机床等各类加工设备逾50台,专业技术工人近80人,制造时间和品质掌控在手。公司高度关注“技术创新、市场营销、生产管理、企业文化”四大领域,将不断推行“标准化、科学化、精细化”的现代管理方式,目标将自身打造成“高品位、高效率、高质量、优服务”的现代先进制造企业。
在“中国制造2025”强国战略**下,我们立志为自己在世界硬度计行业占据一席之地尽全部力量;为振兴中国民营制造业,诠释“MADE IN CHINA”新概念尽到自己绵薄之力!
文章来源地址: http://yiqiyibiao.chanpin818.com/shiyanji/yingduji/deta_6729890.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。