[VIP第1年] 指数:3
[VIP第1年] 指数:3
5.2 试验力的检测 5.2.1 对硬度计工作范围内的每一个试验力均应进行检测。当通过杠杆或利用机械效益的其他装置以开环方式施加力时,应选择在试验过程中压头整个移动范围内至少三个间隔相等的位置对每个试验力进行检测。 5.2.2 应在压头的每个位置上对每个试验力进行三次测量,每次测量即将读数之前,压头的移动方向应与试验时的移动方向一致。 5.2.3 应采用下述两种方法之一测量试验力: ——使用满足GB/T 13634要求的1级或优于1级的标准测力仪; ——用校准过质量的砝码或具有相同准确度的其他方法施加一个准确到±0.2%的力,石家庄专业硬度测试仪,使该力与被测试验力相平衡。 5.2,石家庄专业硬度测试仪,石家庄专业硬度测试仪.4 力的每一次测量的相对误差(见公式A.2)均应在GB/T 231.1规定的试验力标称值的±1.0%以内。
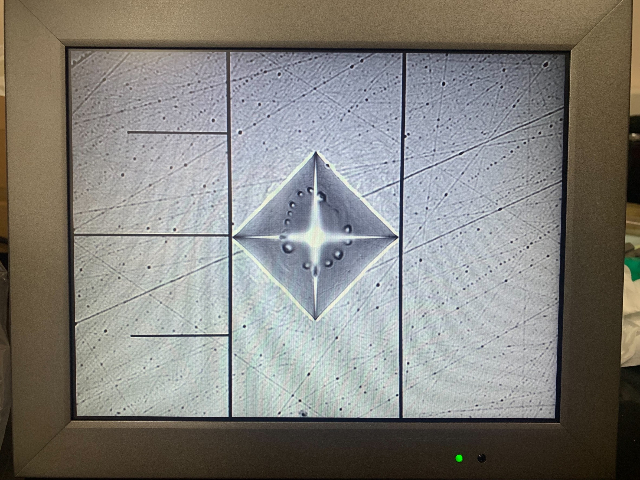
6.2 金刚石压头 6.2.1 总则 为检验金刚石压头的可靠性,应按本部分的要求对每个压头进行直接和间接的校准与检验。 6.2.2 金刚石压头的直接校准与检验 6.2.2.1 与0.3 mm压入深度范围相对应的金刚石圆锥面和顶端球面应抛光,两个面的结合应光滑相切。两个面应无表面缺痕。 6.2.2.2 压头的形状可通过直接测量或光学测量进行检验。检验应在至少4个等间隔的不同轴截面上进行(例如0°、45°、90°、135°)。也可以使用准直仪进行测量,在这种情况下,宜在至少4个中心角上进行测量,且应包括120°的中心角。 金刚石压头顶端球面与圆锥结合的位置会因顶端球面半径和圆锥角度的不同而改变。理论上一个完美压头的几何形状的结合点,沿压头轴线的一条垂线测量,应位于距压头轴线100 μm的位置。为避免在顶端球面半径和圆锥角度测量中包含二者的结合区域,可忽略金刚石表面80 μm到120 μm之间的部分。
A1.3 直接检定 A1.3.1 应在表A1.1 的具体情况下对试验机作直接检定。应按下列要求对试验力、压痕测量 系统、试验循环时间和压头作检定。 注A1.3—直接检定是确定努氏硬度和维氏硬度试验机中误差原因的有用工具。 A1.3.2 试验力的检定—应测量每个将要使用的维氏和/或努氏硬度试验用试验力。应按规程 E74 或同等标准所述要求用A 类弹性力测量仪器来测定试验力。 A1.3.2.1 对每个力作三个测量。应在试验期间施加力时测量试验力;但如果有必要使测量仪 器进行准确测量,则允许采用较长的试验力保持时间。 A1.3.2.2 每个试验力F 均满足表A1.2 规定的要求。
文章来源地址: http://yiqiyibiao.chanpin818.com/shiyanji/yingduji/deta_3444400.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。