[VIP第1年] 指数:3
[VIP第1年] 指数:3
热喷涂层表面硬度检测当热喷涂层厚度较薄时,如喷涂层厚度在,可参照金属覆盖层及其他有关覆盖层维氏和努普显微硬度检测(见GB9790—88)。当热喷涂层厚度在,根据喷涂层的硬度不同分别采用表面洛氏硬度N和T标尺进行硬度检测。试样硬度相当于20HRC~65HRC范围内应选用N标尺;相当于99HRB~32HRB范围内应选用T标尺。,N标尺和T标尺要求喷涂层较小厚度参见表1和表2。表1洛氏N标尺检测喷涂层较小厚度喷涂层厚度不小于/mmHR15N相当于HRCHR30N相当于HRCHR45N相当于HRC表2洛氏T标尺检测喷涂层较小厚度喷涂层厚度不小于/mmHR15T相当于HRBHR30T相当于HRBHR45T相当于HRB845322.试样试样喷涂层面应经过精细抛光处理,勿使受温度和制样过程造成变形影响,多功能硬度机。3.检测总检测力F的保持时间推荐为:加检测力后不随时间继续变形的试样,保持时间不小于2s。加检测力后随时间继续变形的试样,保持时间为6~8s。对加检测力后有明显变形的试样,应保持20~25s。两压痕中心间距或压痕中心距试样边缘距离不小于3mm。4.结果硬度值精确到。每个试样应给出连续5个点的硬度值。同时给出这连续5个点的算术平均值,多功能硬度机,还要给出其中低和高值。加载完毕加载手柄应放在卸载位置,以免仪器长期处于负荷状态,多功能硬度机,发生塑性变形,影响测量精确度。多功能硬度机
或回火温度325~375℃,回火次数2~3次。CR12MOV模具钢材加工工艺编辑冷挤压摸⽑坯软化规范:使⽤⽣铁屑保护加热,温度760~780°C,时间10h,炉冷,硬度l96HBW,可顺利实现冷挤压成形普通等温球化退⽕规范:850~870℃×3~4h,随炉冷却到740~760℃×4~5h等温,出炉空冷硬度≤241HBW,共晶碳化物等级≤3级好等温温度740~76o°C,时间≥4~5h球化退⽕规范(860±1ü)°C×2~4h,以30°C/h冷速炉冷,(740±10)°cx4-6h,随炉缓慢冷却到500~600°C,出炉空冷.硬度207~255HBW。普通淬⽕、回⽕规范淬⽕温度1000~1050°c,油淬或⽓淬,硬度260HRC;回⽕温度160~180,回⽕时间2h,或回⽕温度325~375°C,回⽕2~3次CR12MOV模具钢材典型应⽤举例编辑1)该钢可⽤于制作材料厚度>3mm的冲裁模具复杂形状的凸摸、凹摸、镶块.制作凸摸时建议硬度58~62HRC,制作凹模时建议硬度60~64HRC。2)⽤于制作冲裁模具中要求⾼耐磨的凸模、凹摸。制作凸模时建议硬度为60~62HRC,制作凹模时建议硬度为62~64HRC。3)⽤于制作拉深模中要求⾼耐的凹模,建议硬度为62~)⽤于制作弯曲模中要求⾼耐磨、形状复杂的凸模、凹模及镶块。制作凸模时建议硬度60~64HRC,制作凹模时议硬度60~64HRC5)⽤于制作铝件冷挤压摸的凸模、凹模。国标硬度机使用方法可以作为控制工艺傲综合试验、抽样分析和标定数据,也可以在生产线上进行硬度检验。
对于便于取样的铝及其合金硬度检测,较常用和适宜选用的是布氏硬度检测方法。对于检测件较多,并望快速测得结果的铝及其合金试样,可采用洛氏硬度试验法检测。某些特别产品,如铝箔材、带材,仪器仪表制作成为特细小零件,可采用小负荷和显微维氏试验方法进行检测。建筑铝合金型材生产和在使用过程中多采用韦氏硬度法监测其硬度。不便于取样的铝合金大铸件、锻压件等则宜采用里氏硬度试验方法检测。使用固定仪器检测1布氏硬度检测布氏硬度检测时首先应根据铝合金成分、状态、硬度值高低合理选定K值(),再根据试样厚度和宽窄选用球径和试验力。铝合金大多数合金系列,包括铸造铝合金其硬度多在36~130HB之间。只有热处理强化型合金如在其T4或T6状态下,布氏硬度高于130HB单位。纯铝(1XXX系列)大多数硬度值在35HB以下。根据以上介绍,推荐试验技术条件参见下表27—12洛氏硬度检测适宜选用洛氏标尺有:HRB、HRG、HRF、HRE以及HR15T等标尺。对于硬度值大于130HB的铝合金试样可选用HRB(72~100HRB相当于130~240HB),HRG(36~),HR15T等标尺。硬度值小于130HB的试样则宜选用HRF()和HRE。硬度值低于35HB的试样不宜选用洛氏试验法。
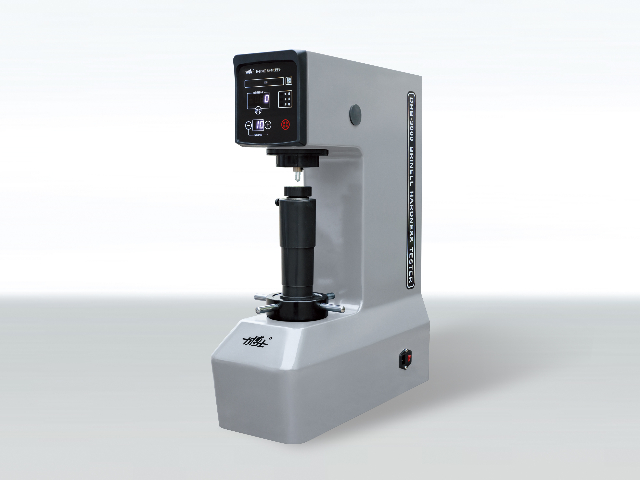
DHB-3000电子布氏硬度计是精密的机械结构和微机控制闭环系统的机电一体化产品,仪器取消了砝码,采用电动加卸试验力,由‰精度的压力传感器进行反馈,CPU控制并能对试验中损失的试验力进行自动补偿。试验力和保荷时间在触摸面板上自行选择,重复性可靠,操作方便。可选配。应用范围:适用于铸铁、钢材、有色金属及软合金等材料的硬度测定,也适用于硬质的塑料、电木等某些非金属材料硬度的测定。技术参数:型号DHB-3000试验力kgf,100kgf,125kgf,,250kgf,500kgf,750kgf,1000kgf,1500kgf,3000kgfN,,1226N,1839N,2452N,4903N,7355N,9807N,14710N,29420N硬度测试范围~653HBW硬度读取查表获取硬度值显微镜20×读数显微镜有效视场6mm测微鼓轮小度值5μm保荷时间0~60s试样大高度205mm压头中心至机壁距离135mm。上海尚材试验机有限公司是一家专业提供硬度机的公司,欢迎新老客户来电!
金属硬度材料分选仪,多能存储20个不同的检测参数。硬度检测方法选用对于HBSlt;450的金属材料,包括退火、正火、调质钢,金属硬度材料分选仪价格,各种铸铁以及多种有色金属及其合金(包括铝、铜、镁、铅、锌、锡等)用布氏硬度检测方法比较合理。因为布氏法有多种检测力和压头选择,金属硬度材料分选仪出售,压痕直径大,能测出较大范围内金属各组成部分的综合性能,而不易受个别相或局部组织的影响,数据较准确稳定,复现性较好。用洛氏硬度检测法测得的金属材料硬度值与布氏和维氏法的结果比较,精度较低,这是因为洛氏检测法是以测量压痕深度间接反映硬度值的高低,检测点很小,金属硬度材料分选仪报价,且每一洛氏单位只为,易于出现误差。但洛氏检测法方便、迅速,特别适用于钢铁材料的热处理工艺过程和终产品检测。硬度机,就选上海尚材试验机有限公司,让您满意,欢迎新老客户来电!国标硬度机使用方法
硬度仪,硬度检测,行业口碑好,广受好评,采用进口元件,就选上海尚材,多年供应专业设备!多功能硬度机
硬度,zhui常用的指标有三种:布氏硬度,洛氏硬度和维氏硬度。布氏硬度的含意:用一定直径的淬硬钢球,在一定的载荷(p)作用下,压入试件表面,停留一段时间,然后除去载荷,测量压痕的面积,压痕越小表示抵抗塑性变形能力(即硬度)越大,越大硬度越小,用“HB”来表示。维氏硬度的含意:在规定的外加载荷下,将钢球或金刚石压头垂直压入试件表面,产生压痕,测试压痕深度,利用洛氏硬度计算公式HR=(K-H)/C便可计算出洛氏硬度。简单说就是压痕越浅,HR值越大,材料硬度越高。用"HRC"来表示。比如HRC60,即带表在试验载荷为150kg下,使用顶角为120度的金刚石圆锥压头时,试件的压痕深度为。布氏硬度的含意:是利用顶角为136度的金刚石四方角锥体作压头,在一定的载荷下压入试件表面,留下方形压痕,根据对角线的长度,即可查出硬度值,用“HV”来表示。一般都是用洛氏硬度来衡量刀刃的硬度,也就是HRC值,通常一把好刀的刀刃硬度应在洛氏威尔硬度50s以上,60s以下,简而言之,硬度越高,抗磨损能力越高,但脆性也越大。国外dao具用钢全集美国zhui刀常用不锈钢性能差不多是BG42(克瑞斯用得zhui多)约等于VG10>154CM(蝴蝶,微技术,MOG用得zhui多)>ATS34。
上海尚材试验机有限公司是专业生产各种类型金属、非金属材料硬度计的公司,是ISO9001-2015国际质量体系认证企业,是上海市****,是全国钢标准化技术委员会力学分会委员单位之一,并参与了洛氏、布氏和维氏硬度试验国家标准的修编。公司主要开发布氏、洛氏、显微、维氏硬度计,共有30多个品种,产品质量稳定、功能完善,****各地并出口欧美、中东、亚洲、非洲、澳洲等国际市场,深受国内外商客青睐。
公司拥有十数年稳定研发团队,业内专业顾问团队。20亩生产基地,5栋标准工业厂房,坐拥长三角地理优势,坚持5S管理多年。拥有完备的机加工车间,CNC、数控机床等各类加工设备逾50台,专业技术工人近80人,制造时间和品质掌控在手。公司高度关注“技术创新、市场营销、生产管理、企业文化”四大领域,将不断推行“标准化、科学化、精细化”的现代管理方式,目标将自身打造成“高品位、高效率、高质量、优服务”的现代先进制造企业。
在“中国制造2025”强国战略**下,我们立志为自己在世界硬度计行业占据一席之地尽全部力量;为振兴中国民营制造业,诠释“MADE IN CHINA”新概念尽到自己绵薄之力!
文章来源地址: http://yiqiyibiao.chanpin818.com/shiyanji/yingduji/deta_14586556.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。