[VIP第1年] 指数:3
[VIP第1年] 指数:3
则在对话框中选择“内边界扫描”;选择工作曲面时,启动“选择”复选框,每选一个曲面则加亮一个,选定所有期望曲面后,退出复选框;点击表面确定扫描起始点;在同一表面上点击确定扫描方向点;点击表面确定扫描终止点,若不给出终止点,则起始点即为终止点;在“扫描构造”编辑框内输入相应值(包括“增值”“CAD公差”等);选择“计算边界”选项,计算扫描边界;确认偏差值正确后,按“产生测点”按钮,PCDMIS程序将自动计算执行扫描的理论值;点击“创建”。.应用要点()应根据被测工件的具体特点及建模要求合理选用适当的扫描测量方式,以达到提高数据采集精度和测量效率的目的。()为便于测量草作和测头移动,应合理规划被测工件装夹位置;为保证造型精度,北京测量仪哪里买,装夹工件时应尽量使测头能一次完成全部被测对象的扫描测量。()扫描测量点的选取应包括工件轮廓几何信息的关键点。在曲率变化较明显的部位应适当增加测量点。编辑本段数据管理一数据转换数据转换的任务和要求:()将测量数据格式转化为CAD软件可识别的IGES格式,合并后以产品名称或用户指定的名称分类保存,北京测量仪哪里买。()不同产品不同属性不同定位易于混淆的数据应存放在不同的文件中,北京测量仪哪里买,并在IGES文件中分层分色。东莞全自动影像测量仪器公司。北京测量仪哪里买
还有一种就是精度。在长度计量仪器测量误差中,精度的叫法其实是一种简称,它是将后的测量结果同被测量的真值进行比较,并根据对比程度以及准确度来进行表示的,也可以理解为是测量结果相对于被测量长度值的偏离程度,因此这种方式其实是将测量的正确度和精细度结合到了一起,所以也被成为精度。在长度计量仪器测量过程中,如果系统的误差已经做了调整,那么就需要通过使用不确定度来替代精确度进行表示。其中不确定度指的是由于测量误差的存在,而对被测量值不能进行肯定的程度,相反的也可以用它来表示测量结果的可信程度。作为测量结果的一个重要指标,不确定度越小,那么测量结果同被测量真值是越一致的,而不确定度越大,那么测量结果的可信程度就越低。[3]长度计量仪器测量的误差影响因素分析1)温度一般情况下在进行长度计量的时候,要想达到量值统一的测量目的,就必须要保证测量工件的温度符合国际标准温度20℃的规定,以此来来减少由于测量工件不符合温度要求而出现的测量误差现象。因此为了进一步提高长度计量仪器的测量精细度,减少由于温度的误差而造成的测量偏差,就需要加强对造成工件温度误差原因的分析和探究。为了降低温度上的误差。北京三坐标测量仪有哪些东莞的激光修复仪哪里更专业。
机房过大或过小都会对温度控制造成困难。在南方湿度较大的地区或北方的夏天或雨季,当正在制冷的空调突然被关闭后,空气中的水汽会很快凝结在温度相对比较低的测量机导轨和部件上,会使测量机的气浮块和某些部件严重锈蚀,影响测量机寿命。而计算机和控制系统的电路板会因湿度过大出现腐蚀或造成短路。如果湿度过小,会严重影响花岗石的吸水性,可能造成花岗石变形。灰尘和静电会对控制系统造成危害。所以机房的湿度并不是无关紧要的,要尽量控制在%±%的范围内。空气湿度大测量机房密封性不好是造成机房湿度大的主要原因。在湿度比较大地区机房的密封性要求好一些,必要时增加除湿机。解决的办法就是改变管理方式,将“放假前打扫卫生”改为“上班时打扫卫生”,而且要打开空调和除湿机水份。要定期清洁计算机和控制系统中的灰尘,减少或避免因此而造成的故障隐患。使用标准件检查机器是非常好的,但是相对来说比较麻烦,只能是一段时间做一次。比较方便的办法是用一个典型零件,编好自动测量程序后,在机器精度校验好的情况下进行多次测量,将结果按照统计规律计算后得出一个合理的值及公差范围记录下来。操作员可以经常检查这个零件以确定机器的精度情况。
Section)和“周线”(Perimeter)扫描;若采用DCC方式测量,而只有线框型CAD文件,则可选用“开线”(OpenLinear)“闭线”(ClosedLinear)和“面片”(Patch)扫描方式;若采用手动测量模式,则只能使用基本的“手动触发扫描”(ManulTTPScan)方式;若采用手动测量方式并使用刚性测头,则可用选项为“固定间隔”(FixedDelta)“变化间隔”(VariableDelta)“时间间隔”(TimeDelta)和“主体轴向扫描”(BodyAxisScan)方式。下面详细介绍在DCC状态下,进入“功能”(Utility)菜单选取“扫描”(Scan)选项后可供选择的五种扫描方式。.面片扫描(PatchScan).开线扫描(OpenLinearScan)开线扫描是基本的扫描方式。测头从起始点开始,沿一定方向并按预定步长进行三坐标测量仪直至终止点。开线扫描可分为有无CAD模型两种情况。()无CAD模型如被测工件无CAD模型,首先输入边界点(BoundaryPoints)的名义值。打开对话框中的“边界点”选项后,先点击“”,输入扫描起始点数据;然后双击“D”,输入方向点。表示扫描方向的坐标点)的新的XYZ坐标值;双击“”,输入扫描终点数据。第二项输入步长。在“扫描”对话框(ScanDialog)中“方向技术”(DirectionTech)栏中的“比较大”。激光修复仪尚晴专注认真。
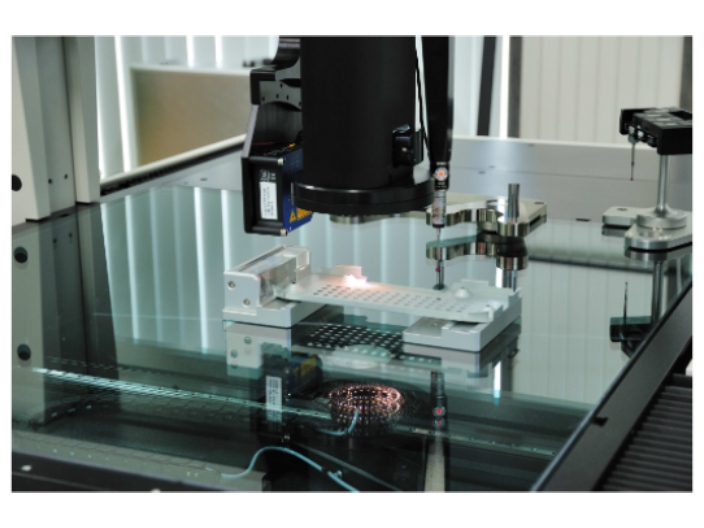
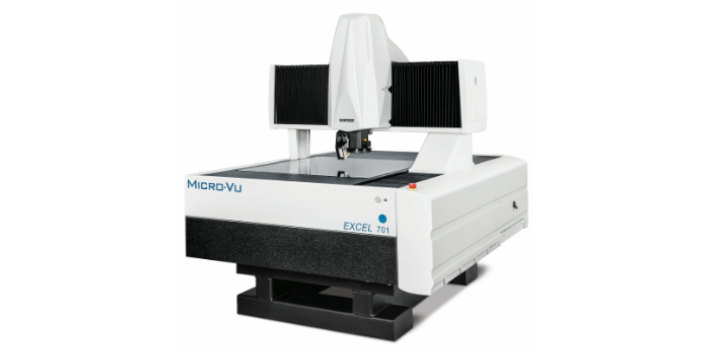
广泛应用于各种零件工装夹具尺寸检测及模具制造中的尺寸测量和复杂形面的快速扫描检测。性能特点X向横梁:采用精密斜梁技术Y向导轨:采用独特的直接加工在工作台上的整体下燕尾槽定位结构导轨方式:采用自洁式预载荷高精度空气轴承组成的四面环抱式静压气浮导轨驱动系统:采用本产高性能DC直流伺服电机柔性同步齿形带传动装置,各轴均有限位和电子控制,传动更快捷运动性能更佳Z向主轴:可调节的气动平衡装置,提高了Z轴的定位精度控制系统:采用进口的双计算机三座标控制系统机器系统:采用计算机辅助D误差修正技术(CAA),保证系统的长期的稳定性和高精度。测量软件:采用功能强大的D-DMIS测量软件包,具有完善的测量功能和联机功能。编辑本段功能原理简单地说,三坐标测量机就是在三个相互垂直的方向上有导向机构测长元件数显装置,有一个能够放置工件的工作台(大型和巨型不一定有),测头可以以手动或机动方式轻快地移动到被测点上,由读数设备和数显装置把被测点的坐标值显示出来的一种测量设备。显然这是简单原始的测量机。有了这种测量机后,在测量容积里任意一点的坐标值都可通过读数装置和数显装置显示出来。三坐标测量仪测量机的采点发讯装置是测头,在沿X,Y。东莞尚晴快速检测仪厂家直销。成都二次元影像测量仪质量比较好
光学影像测量仪器找东莞尚晴。北京测量仪哪里买
关闭对话框。定义两个方向的步长及选择所需选项后,点击“创建”。.截面扫描(SectionScan)截面扫描方式适用于有CAD曲面模型的工件,它允许对工件的某一截面进行扫描,扫描截面既可沿XYZ轴方向,也可与坐标轴成一定角度。通过定义步长可进行多个截面扫描。可三坐标测量仪在对话框中设置截面扫描的边界点。按“剖切CAD”转换按钮,可在CAD曲面模型内寻找任何孔,并可采用与开线扫描类似方式定义其边界线,PCDMIS程序将使扫描路径自动避开CAD曲面模型中的孔。按用户定义表面剖切CAD的方法为:进入“边界点”选项;进入“CAD元素选择”框;选择表面;在不“CAD元素选择”框的情况下,选择“剖切CAD”选项。此时PCDMIS程序将切割所选表面寻找孔。若CAD曲面模型中无定义孔,就没有必要选“剖切CAD”选项,此时PCDMIS将按定义的起始终止边界点进行扫描。对于有多个曲面的复杂CAD图形,可对不同曲面分组剖切。*#将剖切限制在局部CAD曲面模型上。.边界扫描(PerimeterScan)边界扫描方式适用于有CAD曲面模型的工件。该扫描方式采用CAD数学模型计算扫描路径,该路径与边界或外轮廓偏置一定距离(由用户选定)。创建边界扫描时,首先选定“边界扫描”选项;若为内边界扫描。北京测量仪哪里买
东莞市尚晴仪器有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的仪器仪表行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**东莞市尚晴仪器供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
文章来源地址: http://yiqiyibiao.chanpin818.com/gxyq/yxy/deta_15440179.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。