[VIP第1年] 指数:3
[VIP第1年] 指数:3
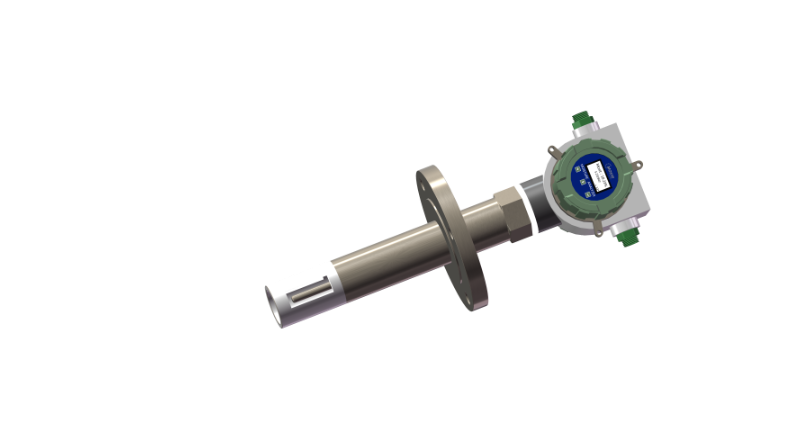
生产经理视角:提升生产效率的水分控制策略生产优化先锋在饲料生产线上,水分控制是提高生产效率、降低成本、提升产品质量的关键。通过实施精确的水分监测,我们致力于实现生产过程的持续优化。一、原料水分精细调控从原料入仓到制粒前的粉末料处理,我们采用MOSYEMS-S2001系列水分仪,确保每一步的水分含量都符合生产要求,为后续工序打下坚实基础。二、成品水分严格把关成品饲料的水分含量直接影响其市场竞争力。我们采用MS-S-2001高温型水分仪,在冷却器外或皮带传输机上实施在线监测,及时调整生产参数,确保成品水分稳定达标。高效服务,客户至上。饲料含水率测量仪使用方法
而且,入仓前原料的存储对含水量有严格要求,含水量不合适可能导致发霉、坏料,这会给厂里带来损失。我们在采购时,就依靠厂里对入仓前原料含水量的测量来保障质量。他们用原装德国MOSYE:MS-S2001(微波水分仪),安装在入仓前除铁器后端的下料管道底部,这种专业的测量方式让我们比较放心。对于生产过程中粉末原料含水量的测量,虽然这主要是生产环节的事,但也和我们采购相关。这个测量是为了控制成品饲料的出厂含水量,测量的是原料粉碎、混合后进入制粒。。。。。手持式水分测量仪批发提高社会责任履行能力是焦化厂的需求。
饲料生产过程中的在线水分与控制是一个复杂而精细的过程。饲料生产过程中的在线水分与控制是一个复杂而精细的过程。原料的多样性导致颗粒饲料含水量的多变性,因此需要对混合后半成品粉料、调质前粉料以及调质后入模粉料的水分含量进行严格控制。同时,冷却过程中也需要根据颗粒饲料的产量、温度、水分、颗粒大小及其成分来调整冷却风量和时间。这些步骤共同构成了饲料生产中的水分控制流程。德国默斯颗粒饲料非接触性实时在线水分检测控制研究是关系到饲料成本、质量和经济效益的重要环节,通过高精度水分检测和控制来影响颗粒料水分含量,从而实现比较大投入产出比和比较好产品质量。
冷却过程旨在降低颗粒饲料温度,使其不超过室温3-5℃,并带走颗粒中的水分,确保颗粒饲料产品水分含量符合规定标准。只有冷却后颗粒饲料的温度和水分都达标,才能进行包装,否则成品在贮存过程中易发霉变质。因此,需要根据刚脱模出来颗粒饲料的产量、温度、水分、颗粒大小及其成分及时调整冷却风量和时间。对于较干、较小的颗粒饲料,所用的冷却风量应小些,冷却时间应短些;对于较湿、较大的颗粒饲料,则应加大风量、延长冷却时间。当原料本身含水量较低,致使混合后粉料含水率远低于12.5%时,应在混合时喷加雾化水,以此提高颗粒饲料质量,减少产品重量损耗,提高经济效益。减少人力需求,降低企业运营成本。

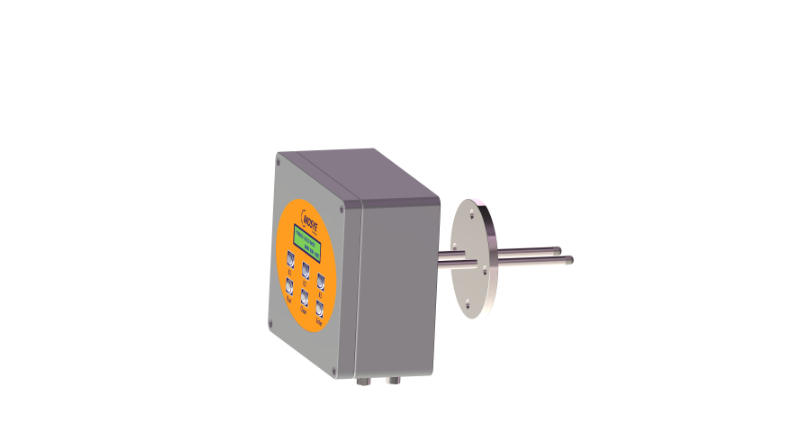
产品应用:应用介质:***、饲料、粮食、淀粉、食品、饮料、药品等多种物料中的化学微量成分分析。可同时测量2-8种多组份(可选)。应用设备:皮带、辊轴、管道等技术参数适应产品温度:0-130度测量组份:2-8组份可选测量精度:高可达0.05%不锈钢外壳,IP66长x宽x高=600x300x167电源:100–240VAC/47–63Hz消耗功率:50VA输出电流:0/4–20mA,大电阻500Ω;RS232串口显示:2x24字符LCD带背景光环境温度:-20–40°C;湿度:相对空气温度大70%;储藏温度:-30–80°C辐射干扰:EN55011partB噪音干扰:EN50082-1安全性:EN61010-1在线微波水分仪可以进行校正和调整。浆体水分测量仪厂商
在线微波水分仪可以解决人工取样的劳动强度问题。饲料含水率测量仪使用方法
哈哈,你知道吗?在饲料生产过程中,水分控制可是个有趣的话题呢!颗粒饲料的合理水分含量原来是如此多变的,混合后的半成品粉料水分变化应控制在9%~14%,而调质前粉料水分含量必须严格控制在12.5%,绝不能超过13%,否则就容易发霉变质。这就像是给饲料制定了一个有趣的游戏规则,让生产者和研究者一起努力遵守。更开心的是,调质后入模粉料的水分含量还要控制在15%~16%,这样才能生产出质量上乘、光洁度均匀、粉化率低的颗粒饲料,而且成品料的水分含量也得达到标准要求。饲料含水率测量仪使用方法
文章来源地址: http://yiqiyibiao.chanpin818.com/fenxiyiqi/shuifenji/deta_24595671.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。