[VIP第1年] 指数:3
[VIP第1年] 指数:3
但我们也要清楚,严格的含水量测量也是为了保证他们入仓前原料存储的质量,防止发霉、坏料等情况。从我们供应商的角度,虽然这一测量能防止我们中一些不良商家参水造假,但也对我们提出了更高的要求。我们必须确保提供的原料含水量在合理范围内,否则就可能面临损失。饲料厂在入仓前测量原料含水量所使用的传感器是原装德国MOSYE:MS-S2001(微波水分仪),安装在除铁器后端的下料管道底部。了解这些测量手段和位置,能让我们更好地预估我们的原料在测量时的情况,从而做好准备工作。默斯测控,让测量更简单。纸张水分测量仪哪家好

颗粒饲料合理的水分含量生产所用原料的来源及品种的多样性,导致了颗粒饲料产品含水量的多变性。混合后半成品粉料水分变化应控制在9%~14%;调质前粉料水分含量应控制在12.5%,任何时候都不应超过13%,否则容易发霉变质。调质后入模粉料水分含量应控制在15%~16%,这样生产出的颗粒饲料质量较好,光洁度均匀,粉化率低,成品料水分含量也可以达到标准要求。德国默斯公司,专业致力于各种工艺阶段的在线水分测量,其产品涵盖所有在线水分检测设备方式。满足不同的物料,不同的工艺阶段,不同客户的需求。近红外测量方式(**型号:MS-580),微波测量方式(**型号MS-590),接触式测量(**型号MS-210),非接触测量方式(**型号MS-590)。焦油微波水分仪公司破碎装置可以将煤炭破碎至适合仪器分析的粒度。
作为质量控制的关键一环,我们对饲料生产的每个阶段都实施了严格的水分检测标准。通过使用高精度的德国MOSYE传感器,我们能够确保产品的稳定性和可靠性,满足市场对***饲料的需求。颗粒饲料合理的水分含量生产所用原料的来源及品种的多样性,导致了颗粒饲料产品含水量的多变性。混合后半成品粉料水分变化应控制在9%~14%;调质前粉料水分含量应控制在12.5%,任何时候都不应超过13%,否则容易发霉变质。调质后入模粉料水分含量应控制在15%~16%,这样生产出的颗粒饲料质量较好,光洁度均匀,粉化率低,成品料水分含量也可以达到标准要求。
对于生产过程中粉末原料含水量的测量,虽然这主要是饲料厂为了控制成品饲料出厂含水量而进行的,但也间接影响到我们的原料使用情况。因为这个测量是针对原料粉碎、混合后进入制粒机前的粉末料含水量,而这部分数据会为制粒机生产加水量提供依据。如果因为我们原料的问题导致这一环节含水量异常,也可能影响后续生产,进而影响我们与饲料厂的长期合作。在成品料含水量测量方面,这是饲料质量的重要指标,会影响成品的定级、售价、存储等。饲料厂使用德国MOSYE:MS-S-2001(高温型在线水分仪)进行测量。针对不同的粒度进行测量和修正可以提高在线水分分析的准确性。
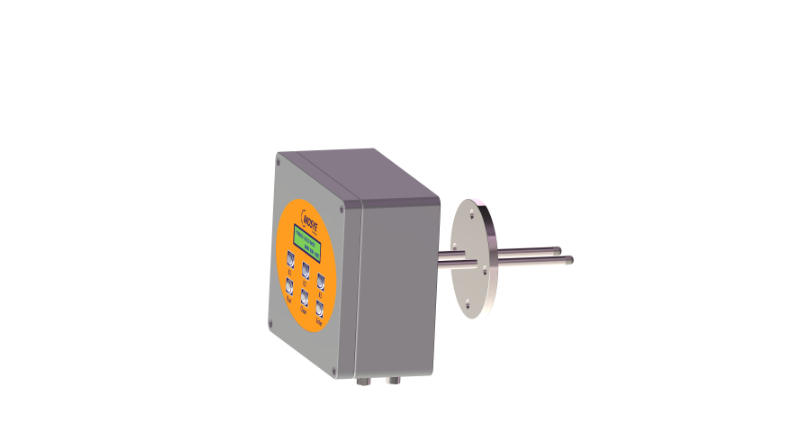
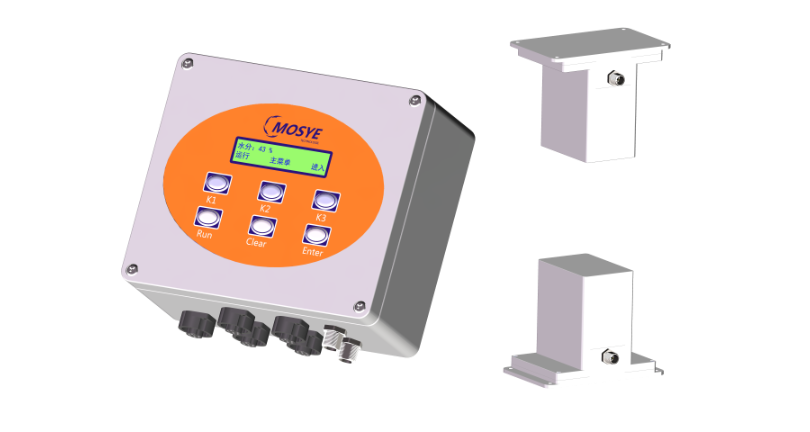
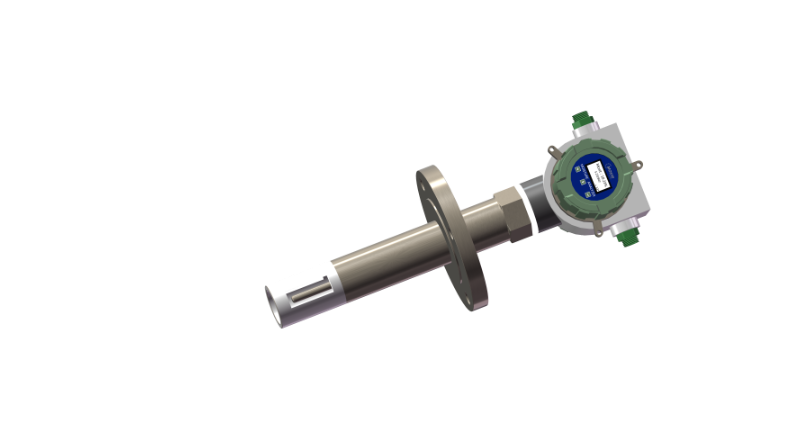
产品技术规格:CPU:带MS的微处理器机壳:铝(200*140*90mm),棒式传感器电源:100-220VAC通讯接口:RS485/232环境:-20摄氏度--+85摄氏度,库存温度:-30摄氏度--+95摄氏度,适应温度:-30摄氏度---+180摄氏度信号输出:4-20MA或1-5V,模拟信号输入:4-20MA(用于PT100温度传感器)大功率:1mW,灵敏度:-80dBm,1nW,功率消耗:50VA辐射标准:EN55011TeilB抗干扰:EN50082/1安全指标:IEC1010-1微波天线:两个标准的棒式传感器防护等级:IP65,不锈钢材质,可按要求定制材质标准长度:180MM,可定制长度提高品牌形象是焦化厂的需求。铁矿石测水仪技术参数
自动定级系统,实现废纸质量快速分类。纸张水分测量仪哪家好
饲料生产的水分控制:确保产品质量与稳定性的关键环节饲料生产中的水分控制是确保产品质量与稳定性的关键环节之一。在生产过程中,我们需要对原料、半成品及成品的水分含量进行严格的控制与调整,以确保**终产品的品质达到标准要求。首先,原料的多样性与复杂性对水分控制提出了很高的要求。生产所用原料的来源及品种的多样性导致了颗粒饲料产品含水量的多变性。因此,在混合、调质等环节中,我们需要对原料进行严格的筛选与处理;在调质前、调质后及冷却过程中,我们也需要对粉料的水分含量进行精细的测量与调整。纸张水分测量仪哪家好
文章来源地址: http://yiqiyibiao.chanpin818.com/fenxiyiqi/shuifenji/deta_24513877.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。