[VIP第1年] 指数:3
[VIP第1年] 指数:3
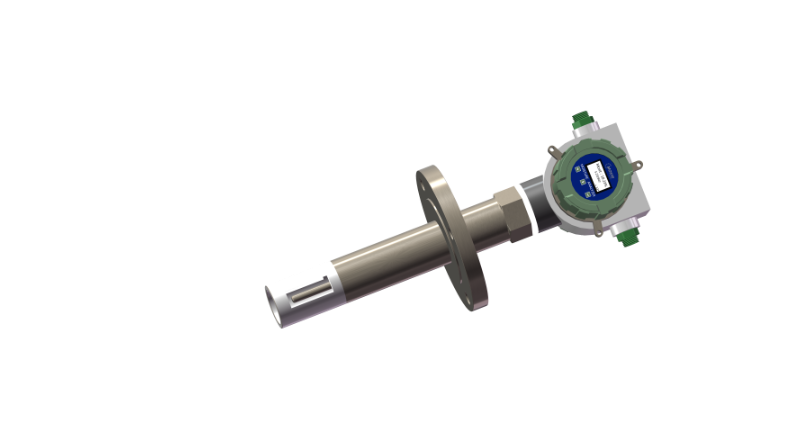
不同的安装位置有不同的情况,这些都会影响**终测量结果,而结果又会反馈到整个生产环节,包括对我们供应原料的评价。所以,我们供应商要重视饲料厂的水分测定工作,保证我们的原料质量,以适应饲料厂的生产要求,实现长期稳定的合作。同时,饲料厂合理的水分控制措施也有助于整个行业的健康发展,减少因水分问题导致的质量问题和损失。接触式水分仪是利用Time-Domain-ReflectometrywithIntelligentMicromoduleElements简称为TRIME,即智能微型模块化时域反射技术,其中TDR为时域反射,水分仪是基于时域反射原理来完成测量的。传感器通过发射高频电磁波(1GHZ),电磁波在插入被测介质的探针上不断的进行发射和被反射形成传播回路,通过计算来回传播的时间差就能够确定被测介质的介电常数和含水率。利用这种测量法,默斯公司的TRIME**技术能将传输时间的测量精确到皮秒级原料来源多样导致需要安装大量的在线水分仪。固体水份测定仪定制

冷却过程同样让人惊讶不已!其主要目的是降低颗粒饲料的温度至室温以下3~5℃的范围,并在此过程中带走颗粒中的部分水分,使颗粒饲料产品的**终水分含量符合规定标准。然而,只有当冷却后的颗粒饲料温度和水分均达到要求时才能进行包装;否则在贮存过程中很容易出现发霉变质的问题!为了实现这一目标,需要根据刚脱模出来的颗粒饲料的产量、温度、水分、颗粒大小及其成分等因素及时调整冷却风量和时间;对于较干、较小的颗粒饲料应使用较小的冷却风量和较短的冷却时间;默斯测控含水率测量仪哪家好减少因人为操作不当造成的资源浪费。

在饲料生产过程中,在线水分与控制是一个重要的研究内容。对于颗粒饲料而言,合理的水分含量有着明确的要求。因为生产原料来源和品种的多样性,导致颗粒饲料产品含水量呈现多变性。其中,混合后半成品粉料水分需要控制在9%-14%这个区间;调质前粉料水分含量严格控制在12.5%,且任何情况下都不能超过13%,若超出此范围,发霉变质的风险会***增加。而调质后入模粉料水分含量控制在15%-16%时,生产出来的颗粒饲料质量会达到较好的水平,其光洁度均匀,粉化率低,成品料水分含量也能够满足标准要求。
这种对水分的精细控制,不仅体现在对原料的严格筛选与处理上,更体现在生产过程中的每一个细节。从调质时的蒸汽压力、疏水阀的开关,到冷却时的风量与时间调整,每一个步骤都充满了对水分的精细调控。而这一切,都是为了确保**终产品的水分含量达到标准要求,从而保障其质量与稳定性。更令人震惊的是,随着科技的进步,现代饲料生产已经实现了实时在线水分检测。通过微波与近红外等高科技手段,可以实现对物料水分的快速、准确测量。德国默斯公司这种在线水分监测技术的应用,不仅提高了生产效率,更确保了产品质量的稳定性与可靠性。洗选后的原料煤颗粒大,对在线水分分析标定有不良影响。
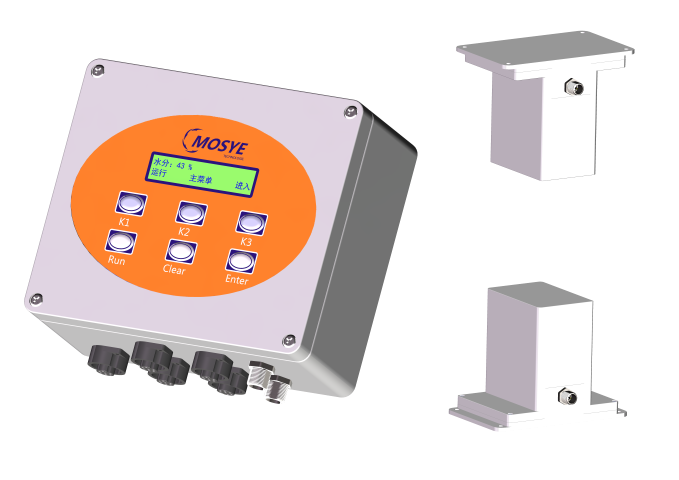
在线微波水分仪------MS-210MS-200系列产品是默斯公司采用新技术研发的新一代产品。本系列产品采用独特的微波能量衰减技术,同时分析了同类产品的优点并结合近年先进的技术理论,在软件编程上开发出具有开创性的新思路。200系列适用于多种工况标准和设备。MS-210在线微波水分仪原理简介微波发射-接收系统向被测介质发射微波信号,该信号在被测介质的四周不断的进行传递及反射形成传播回路,电磁能在相同介质中的能量衰减与其含水率为正比关系,因此通过计算介质传播电磁能量的衰减,再根据内置的数据模型和特殊算法就能够确定被测介质的含水率破碎装置处理大颗粒煤炭,改善在线水分分析的准确性。固体水份测定仪定制
在线微波水分仪能够大幅减轻实验室的工作量。固体水份测定仪定制
技术员视角:优化制粒工艺的水分监测指南技术前沿探索在饲料生产的精密工艺中,水分控制是确保品质与效率的**。作为技术团队的一员,我们深知实时、准确的水分监测对于原料预处理至成品输出的每一步都至关重要。本指南旨在介绍如何运用先进的水分测定技术,优化颗粒饲料制粒过程。一、原料水分管理原料入仓前的水分监测是质量控制的首道防线。利用德国MOSYEMS-S2001微波水分仪,在除铁器后端下料管道底部精细测量大米、玉米、小麦等原料的水分含量,不仅关乎采购成本,更是预防霉变、保障仓储安全的关键。固体水份测定仪定制
文章来源地址: http://yiqiyibiao.chanpin818.com/fenxiyiqi/shuifenji/deta_24435025.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。