[VIP第1年] 指数:3
[VIP第1年] 指数:3
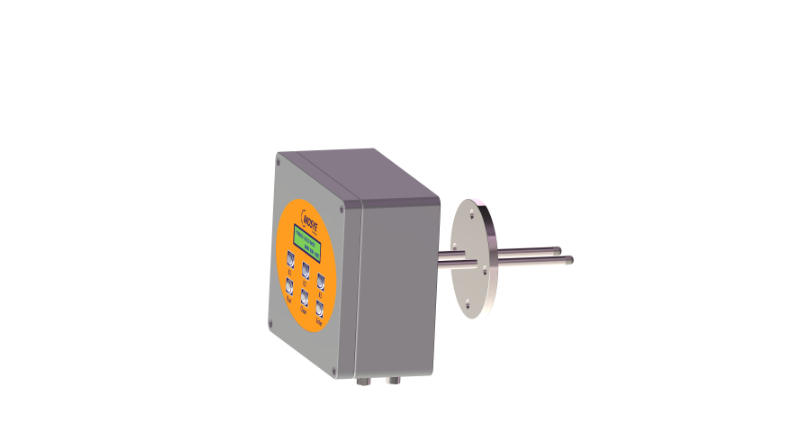
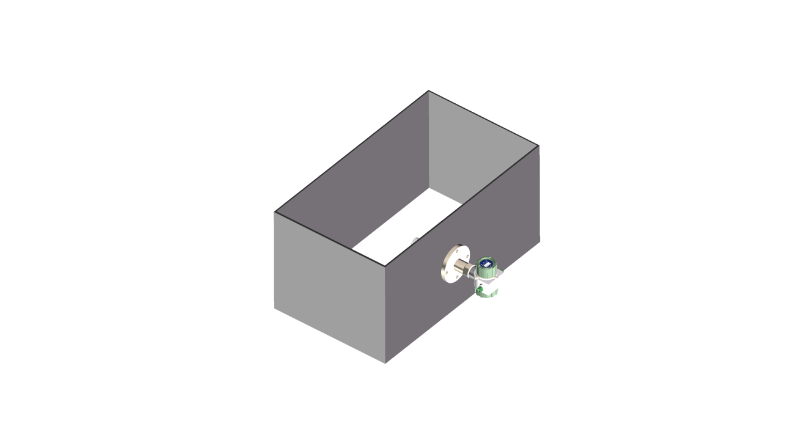
在入仓前进行含水量测量,可有效防止供应商的**行为,降低饲料厂采购风险,并且能及时掌握仓内原料状态,预防发霉、坏料现象。在此,我们选用原装德国MOSYE:MS-S2001(微波水分仪),将其安装于入仓前除铁器后端的下料管道底部,此位置经过多次实践验证,能获取较为准确的测量数据。其次是生产过程中粉末原料含水量的测量。这一测量主要是为了对成品饲料的出厂含水量进行有效控制。我们关注的是原料经粉碎、混合后进入制粒机前这一工艺段的粉末料含水量,它能为制粒机生产加水量提供关键依据。由于洗选后的原料煤颗粒较大,对在线水分分析标定和实验室比对会造成影响。物料测水仪技术参数

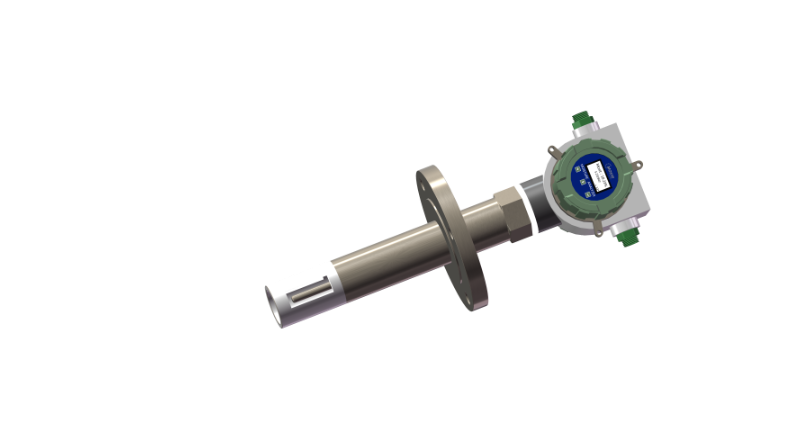
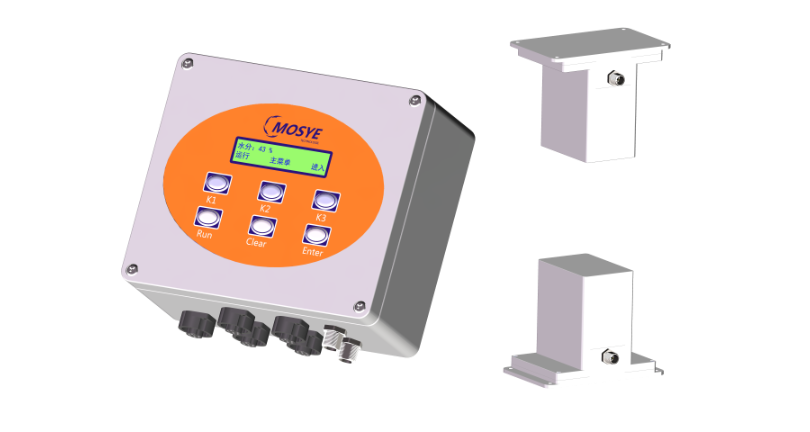
在工业的广袤天地里,MS-H202 微波水分仪宛如一颗璀璨的明星闪耀登场。它出身名门,源自德国默斯 / MOSYE,品质***非凡。其**部件采用 304 不锈钢与耐磨氧化铝陶瓷精心打造,这使得它在高温炙烤与轻微腐蚀性的恶劣环境中,依然能够稳如泰山,持续精细地监测水分。无论是何种复杂的工业现场,它都能凭借多样化的安装方案轻松融入,与智能设备实现无缝对接,仿佛一位智慧的伙伴,时刻为您传递精确的水分数据。无论是液体还是浆液介质,它都具备***的物质适应性,通过便捷的软件操作,轻松管理不同介质的测量成果,成为众多行业精细监控水分不可或缺的得力助手。烟叶测水仪解决方案焦化厂原料车间需要频繁取样到实验室进行化验,导致劳动强度大。
相反,对于水分含量较高的粉料,则要采用高压超饱和蒸汽,使调质后粉料温度达到要求而含水量不至于过高,这又像是在给过湿的粉料进行一次有趣的改造。冷却过程同样让人开心不已。它是为了降低颗粒饲料温度,使其不超过室温3~5℃,带走颗粒中水分,使颗粒饲料产品水分含量符合规定标准。冷却后颗粒饲料温度和水分必须都达到要求才能进行包装,否则成品在贮存过程中易发霉变质。这就要求根据刚脱模出来颗粒饲料的产量、温度、水分、颗粒大小及其成分及时调整冷却风量和时间,对于较干、较小的颗粒饲料所用的冷却风量应小些、冷却时间应短些;对于较湿、较大的颗粒饲料则应加大风量、延长冷却时间。
在饲料生产线上,我们精心选择了德国MOSYE的微波水分仪作为关键设备。这些仪器不仅安装简便,而且维护成本低,为我们的生产流程带来了极大的便利和效益。生产所用原料的来源及品种的多样性,导致了颗粒饲料产品含水量的多变性。混合后半成品粉料水分变化应控制在9%~14%;调质前粉料水分含量应控制在12.5%,任何时候都不应超过13%,否则容易发霉变质。调质后入模粉料水分含量应控制在15%~16%,这样生产出的颗粒饲料质量较好,光洁度均匀,粉化率低,成品料水分含量也可以达到标准要求。减少人为误差:避免人为因素导致的质检偏差。

颗粒饲料制粒过程中的水分测定方法在颗粒饲料的生产过程中,水分含量的监测不仅关系到成品质量,还影响生产效率和原料使用。原料水分测量在原料采购阶段,精细测量原料水分是避免质量问题和采购损失的重要手段。通过入仓前测量,可以有效控制入库原料的质量。使用设备:采用德国MOSYEMS-S2001微波水分仪,确保精细度。安装位置:建议安装于入仓前,除铁器后下料管道底部。粉末原料水分测量在生产过程中,粉末原料的水分测量有助于控制**终产品的水分。这个环节直接影响到制粒机的水分添加和生产流程。通过技术手段优化原料水分检测具有重要意义。浆体水分分析仪品牌
煤炭中挥发性物质的存在可能干扰在线水分测量结果。物料测水仪技术参数
在饲料生产过程中,在线水分与控制是一个重要的研究内容。对于颗粒饲料而言,合理的水分含量有着明确的要求。因为生产原料来源和品种的多样性,导致颗粒饲料产品含水量呈现多变性。其中,混合后半成品粉料水分需要控制在9%-14%这个区间;调质前粉料水分含量严格控制在12.5%,且任何情况下都不能超过13%,若超出此范围,发霉变质的风险会***增加。而调质后入模粉料水分含量控制在15%-16%时,生产出来的颗粒饲料质量会达到较好的水平,其光洁度均匀,粉化率低,成品料水分含量也能够满足标准要求。物料测水仪技术参数
文章来源地址: http://yiqiyibiao.chanpin818.com/fenxiyiqi/shuifenji/deta_24144567.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。