[VIP第1年] 指数:3
[VIP第1年] 指数:3
应适当提高熔体温度。6.对于结晶树脂,如PE、PP、POM等制作的塑件,如冷却不均匀会导致光泽不良,对此,应改善冷却系统,使之均匀冷却。7.若注射速度过大,而浇口截面积又过小,则浇品附近会发暗而光泽不良,对此,可适当降低注射速度和增大浇口截面积。三原材料1.原材料粒度差异较大,使得难以均匀塑化,而光泽不良,对此,应将原材料进行筛分处理。2.原料中再生料或水口料加入太多,影响熔体的均匀塑化而光泽不良,对此,应减少再生料或水口料加入量。3.有些原材料在调温时会分解变色导致光泽不良,对此,应选用耐温性较好的原材料。4.原材料中水分或易挥发物含量过高,受热时挥发成气体,在型腔和熔体中凝缩,导致塑件光泽不良,对此,应对原材料进行预干燥处理。5.有些添加剂的分散性太差而使塑件光泽不良,对此,应改用流动性能较好的添加剂。6.原材料中混有异物,杂料或不相溶的物料,它们不能与其原料均匀混熔在一起而导致光泽不良,对此,山东注塑件量大从优,应事先严格排除这些杂料。7,山东注塑件量大从优.若润滑剂用量过少,熔体的流动性较差,塑件表面不致密,使得光泽不良,对此,山东注塑件量大从优,应适当增加润滑剂的用量。要根据你的模具抛光度是否达到要求,如果模具本身没有问题的话,要确定你的ABS的特性来确定。安徽注塑件**知识,无锡东英电子有限公司。山东注塑件量大从优

对本实用新型的具体实施例做进一步详细描述:根据图1至图8所示的一种注塑件水口切除工装,包括送料机构1和切料机构2,送料机构1包括传送带1a和搬送装置3,搬送装置3设置于传送带1a的末端,切料机构2包括工作台2a,工作台2a上对应搬送装置3设置用于定位固定工件的托架2b,切料机构2还包括固定安装在工作台2a上端面的刀架2c和气缸2d,气缸2d与刀架2c连接,刀架2c上可拆卸的安装切刀2e,切刀2e与托架2b的边缘相切,刀架2c与托架2b对向设置,气缸2d用于驱动刀架2c向托架2b方向移动,通过切刀2e将工件上突出于托架2b外的的水口切除。搬送装置3包括第二工作台3a、滑轨3b、滑台3c、丝杆3d、丝杆电机3e、第二气缸3f和气夹3g,第二工作台3a设置于工作台2a的旁侧,传送带1a位于工作台2a和第二工作台3a之间,滑轨3b固定安装在第二工作台3a的上端面,滑轨3b垂直于传送带1a的输送方向,滑台3c固定安装在滑轨3b上并与滑轨3b滑动连接,丝杆3d固定安装在第二工作台3a上,滑台3c与丝杆3d螺接,丝杆电机3e固定安装在第二工作台3a上并与丝杆3d传动连接,滑台3c的上端面设置有L型的支架,第二气缸3f固定安装在支架的顶部,第二气缸3f的伸缩杆竖直向下穿过支架。福建注塑件厂家拿货价格四川注塑件诚信经营,无锡东英电子有限公司。

肋和相对的模具表面温度太高肋对应的模具表面温度太高,表面凝结层较薄,刚性不足,结合处**的融胶固化时,残余应力很有可能将较薄的凝结层向内拉成凹陷形成收缩痕。那么就要加强肋对面的模面冷却,降低模温让凝结层快速形成,当凝结层较厚时表面刚性比较大,就不容易形成表面凹陷。模温设定可以根据材料物性表建议值开始设定,逐渐调整,以5度为一个阶梯逐渐调整,每次打5~10个产品,待成型结果稳定后,根据结果决定是否进一步调整。此处可以用测模温仪器测量准确的实际模面温度,减少调机浪费材料。此调整同样可以通过CAE模流分析来分析,根据模流分析的缩痕**来预测风险,了解不同模温对缩痕的影响。3.流道和浇口大小影响产品缩痕流道和浇口设计太小,材料流动阻力较大,如果射压保压不足,模具型腔就无法充填质密,融胶的密度就小,就容易造成表面凹陷,形成收缩痕。有些产品局部走胶不均衡或流动通道太小也会造成材料流动阻力大,局部压力不足,同样出现缩痕几率增大。我建议应该在模具设计前用CAE模流分析软件分析材料流动和压力,模拟充填过程,CAE软件将会提供出合理的数据,帮助我们合理设计流道和浇口尺寸,并分析出产品结构阻碍流动的区域。
刀片固定板上设置有与导柱相配合的限位孔。进一步的,刀片固定板上设置有套接在导柱上的导套。进一步的,限位块设置有两个,两个限位块分别与两个导柱同轴设置。进一步的,固定底板上设置有可抽拉的接料盒,接料盒的开口朝向落料孔。进一步的,料架定位模板上设置有切刀槽,切刀槽位于落料孔和定位槽之间。进一步的,刀片固定板的下表面对应切刀槽的位置上设置有若干个安装槽,切刀固定在安装槽中。与现有技术相比,本实用新型的有益效果是:1、使用时,将注塑完成的注塑件连同料架取出,将料架的横轴放置到限位槽中,防止料架在料架定位模板上移动,与气压机的输出轴连接的刀片固定板受到气压机的输出轴伸长的推动力向下移动,当刀片固定板接触到限位块时,刀片固定板停止移动,此时切刀已将注塑件从料架上切下,注塑件从落料孔落下,完成料架与注塑件的分割,将料架取下,在限位槽中放置新的带有注塑件的料架进行切割即可,可一次性将多个注塑件从料架上切割下来,省时省力,提高工作效率。2、刀片固定板下压时,料架上竖直的料杆穿入通孔,防止料架受到刀片固定板的挤压,料架不会在刀片固定板的下表面留下压痕,防止料架磨损刀片固定板,延长刀片固定板的使用寿命。广东注塑件**知识,无锡东英电子有限公司。

将引起冷却时间过长,产生缩印等问题,应考虑改变产品结构。壁厚不均会引起表面缩印。壁厚不均会引起气孔和熔接痕。加强筋的合理应用,可增加产品刚性,减少变形。加强筋的厚度必须小于产品壁厚的1/3,否则引起表面缩印。加强筋的单面斜度应大于°,以避免顶伤。圆角太小可能引起产品应力集中,导致产品开裂。圆角太小可能引起模具型腔应力集中,导致型腔开裂。设置合理的圆角,还可以改善模具的加工工艺,如型腔可直接用R刀铣加工,而避免低效率的电加工。不同的圆角可能会引起分型线的移动,应结合实际情况选择不同的圆角或清角。孔的形状应尽量简单,一般取圆形。孔的轴向和开模方向一致,可以避免抽芯。当孔的长径比大于2时,应设置脱模斜度。此时孔的直径应按小径尺寸(比较大实体尺寸)计算。盲孔的长径比一般不超过4。孔与产品边缘的距离一般大于孔径尺寸。当塑件按开模方向不能顺利脱模时,应设计抽芯机构。抽芯机构能成型复杂产品结构,但易引起产品拼缝线,缩印等缺点,并增加模具成本缩短模具寿命。.设计注塑产品时,如无特殊要求,尽量避免抽芯结构。如孔轴向和筋的方向改为开模方向,利用型腔型芯碰穿等方法。利用PP料的韧性,可将铰链设计成和产品一体。上海注塑件诚信经营,无锡东英电子有限公司。湖北注塑件工作原理
陕西注塑件**知识,无锡东英电子有限公司。山东注塑件量大从优
随着社会的发展,创新、协调、绿色、开放、共享的五大发展理念对机械及行业设备行业提出了更高的要求,研发技术含量高、附加价值高、智能化程度高而碳排放量少的新型设备。细分市场看,推土机、平地机市场呈现出较大的回落趋势,上述两个有限责任公司市场出口也在收缩。(下滑具有一定的周期性,推土机在2018年销量大涨)而汽车起重机则成为了工程机械行业“明星产品”。电子线圈,电磁阀,传感器,汽车电子零部件产业的再制造已经成为其产业链中的重要一环。它不仅为客户提供降低产品全生命周期成本的极优方式,也支持了我国提倡的发展绿色循环经济的号召,成为工程机械行业未来发展的重要方向。通过机器人替代、软件信息化、柔性化生产等方式,生产型企业可实现上下游信息透明、协作设计与生产,提升了生产服务的质量与效率。山东注塑件量大从优
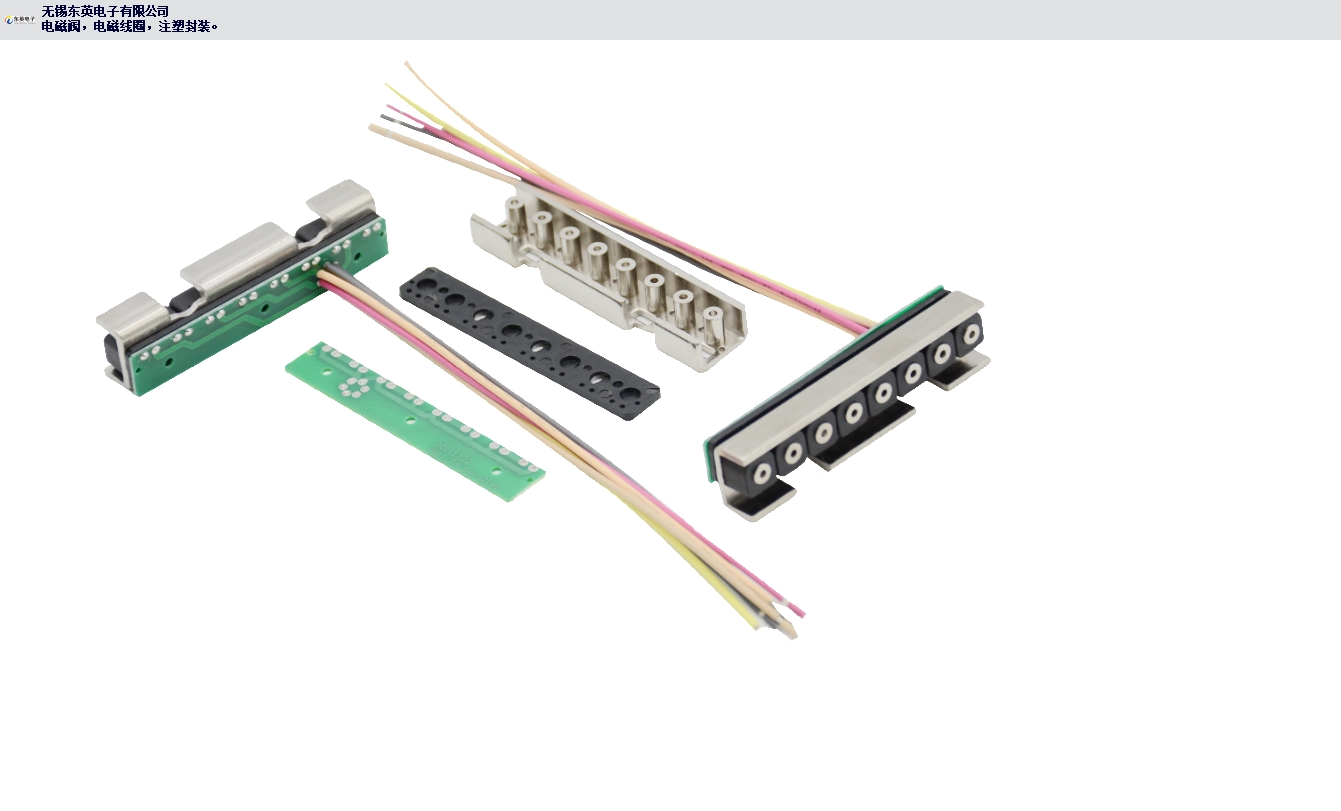
无锡东英电子有限公司是一家电器元件、电子线圈、ABS/ESC线圈阀、励磁线圈、电磁阀、传感器、汽车电控、汽车电子零件、精密注塑封、五金零件、普通机械设备的生产、销售。(依法批准经批准的项目,经相关部门批准后方可开展经营活动)。的公司,致力于发展为创新务实、诚实可信的企业。东英电子深耕行业多年,始终以客户的需求为向导,为客户提供***的电子线圈,电磁阀,传感器,汽车电子零部件。东英电子始终以本分踏实的精神和必胜的信念,影响并带动团队取得成功。东英电子始终关注机械及行业设备市场,以敏锐的市场洞察力,实现与客户的成长共赢。
文章来源地址: http://yiqiyibiao.chanpin818.com/chuanganqi/deta_5706657.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。